What is an industrial reverse osmosis filter ? Functions, types, and applications.
He represents
Due to the increasing industrial demand for high-quality water and the depletion of freshwater reserves, the use of modern water treatment technologies has become essential. Reverse osmosis (RO)
is one of the most effective and widely used industrial water treatment methods. The core of this system is an industrial reverse osmosis filter , also known as an industrial membrane (RO membrane), which removes dissolved salts, ions, heavy metals, and chemical contaminants from the water.
What is a reverse osmosis filter?
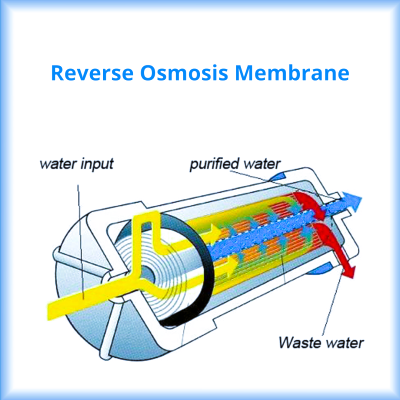
A reverse osmosis membrane ( RO membrane ) is a semipermeable membrane that allows only water molecules to pass through while retaining salts, ions, and other dissolved substances. In a reverse osmosis system, raw water is forced through the membrane using a high-pressure pump . This transports the purified water molecules to the permeate outlet, while the salts are retained in a concentrator or storage tank.
How a reverse osmosis filter works
Reverse osmosis is based on the principle of natural osmosis . Normally, water diffuses from a dilute to a concentrated solution until a concentration equilibrium is reached.
In reverse osmosis, applying high pressure (exceeding the osmotic pressure of the solution) reverses the direction of water movement, thus separating pure water from the concentrated solution.
Operational steps :
- Pre-filtered water enters the reverse osmosis filter.
- The pressure is generated by a high-pressure pump (up to 15-20 bar in salt water and 40-60 bar in brackish water).
- Water molecules can pass through a semipermeable membrane.
- Separation of salts and ions
- Outlets for clean (permeable) water and outlets for condensate (concentrated water).
Industrial reverse osmosis filter design
Industrial reverse osmosis filters typically consist of several membrane layers wound spirally in a chamber.
The main components of the membrane :
- Polyamide layer : the main membrane with high selective permeability
- Support layer : provides mechanical strength
- Middle filter layer : serves to distribute the water flow evenly.
- Outer fiberglass layer : provides physical protection for the membrane structure.
Types of industrial reverse osmosis filters
| Membrane type | Inquiry | Work pressure (Barcelona) | Salt removal rate |
| Low salinity water (BWRO) | brine | 10-20 | 98-99% |
| Seawater (SWRO) | Seawater and salt | 50–70 | 99.5%–99.8% |
| Low Voltage (LPRO) | Water with low dissolved solids content | 6-10 | 97-98% |
| Nanoscale reverse osmosis (NF) | Partial removal of hardness-causing minerals and organic contaminants | 5-10 | 85-95% |

A trusted brand for industrial reverse osmosis filters
Numerous brands are represented in the global market for industrial membrane manufacturing . Among the best-known are:
- Dow Film Technology (USA)
- Hydranautics (USA)
- Toray Industries (Japan)
- Feng Tilong (China)
- LG Chem (South Korea)
- CSM (South Korea)
- General Electric/Suez (USA)
Each brand offers different models for different purposes (salt water, brine or ultrapure water).
Advantages of using industrial reverse osmosis filters
- Removes over 99% of water-soluble salts.
- Production of high-quality water for industrial and pharmaceutical purposes.
- Compared to distillation, it consumes less energy and requires less maintenance.
- It is easy to install and use and has automatic control functions.
- Accessibility in many sectors
Industrial applications of reverse osmosis filters
- Production of purified water for the food and processing industry
- Feedwater supply for steam boilers and water heaters
- Production of ultrapure water in the pharmaceutical and electronics industries
- Purification of well water, brackish water and seawater
- For use in municipal water treatment plants
- industrial wastewater collection and treatment system
Factors that influence the efficiency of synthetic membranes
- Quality of the pre-treated water : The presence of suspended solids or free chlorine can lead to blockages or damage to the membrane.
- Working pressure and temperature : High pressure and a suitable temperature can improve separation efficiency.
- pH value of the incoming water : The usually acceptable range is between 4 and 11.
- Recovery coefficient : the ratio between the extracted water and the supplied water flow rate.
- Regular cleaning (CIP): prevents the accumulation of dirt and biological contamination.
Maintenance and repair of industrial reverse osmosis filters
To maintain membrane efficiency in the long term, the following points should be observed:
- Depending on pressure drop or increase in water supply, on-site chemical cleaning (CIP) should be carried out every 3 to 6 months.
- Free chlorine must be controlled (it must not penetrate the membrane).
- Change the pre-filter (filter cartridge and sand filter) regularly.
- Continuous monitoring of wastewater pressure and total dissolved solids content.
- During longer periods of system inactivity, the membrane is stored in a preservation solution.
Lifespan of an industrial reverse osmosis filter
The lifespan of artificial membranes typically ranges from 3 to 5 years and depends on the quality of the incoming water, operation, and maintenance.
With suitable pretreatment and regular cleaning, the lifespan can be extended to up to 7 years.
Important points to consider when choosing the right artificial membrane
- Water type (well water, salt water or seawater)
- Required water temperature and pressure
- Total dissolved solids (TDS) in raw water
- Expected productivity (liters/hour or cubic meters/day)
- System type (single-stage reverse osmosis/two-stage reverse osmosis)
- Brand and quality of raw materials
In conclusion
Industrial reverse osmosis membrane filters are an integral component of industrial water treatment plants. Utilizing advanced membrane technology, these filters remove
over 99% of dissolved salts, minerals, and heavy metal ions from the water, ensuring clean, clear, and stable water. The correct selection of membrane materials, careful design of pretreatment processes, and regular maintenance are crucial for the efficient operation and long service life of industrial water treatment plants.